|
製品の鋳型を作ることを「造型」と言い、鋳型の作り方を造型法という。鋳型は砂型と金型に大別できる。いずれも製品から見れば雌型構造をしているが、金型は製品データから直接、鋳型を機械加工で作るので造型のための手段は機械加工そのものである。従って造型法と言うときは砂型の造型を指している。
砂型は製品模型( これを模型という )の周りを鋳物砂で固め、模型を取り出した後の空洞を鋳型とするもので、造型法では鋳物砂の固め方が主題となる。
ここで模型は古くから木材が使われてきたが、近年のコンピュータ技術の発達により、使われる材料や製法も大きく変化した。しかし模型は製品と同じ形状を作ることが目的ではない。鋳型としての機能を満足する形状、すなわち主型(製品の外形)、中子、幅木、抜け勾配、伸び尺、等を総合的に考えた形にする必要がある。
鋳物砂は砂と粘結剤を水で混練してあるので流動性は非常に悪い。そのため鋳物砂を固めるには激しく上下に振動与えて固める方法(ジョルト)、あるいは静圧を加える方法(スクイズ)、それらを併用した方法などが用いられる。ジョルトは通常5〜30回行うが、その加速度が大きいほど鋳型の硬さは強くなる(図1)。
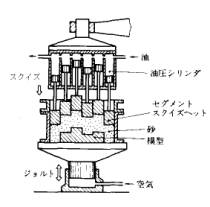
造型のための機械(造型機)は色々なものが市販されている。主型を造型する造型機には鋳型の枠を付けたまま注湯工程に渡す枠付造型機と、造型後鋳枠を抜き取る無枠造型機がある。図2に造型機の一例を示す。ここでは下方から空気圧によってジョルトを行い、上方から油圧によってスクイズを行う構造になっている。その他中子を造型する方法として、砂を加熱して硬化させる方法と、常温で硬化させる方法とがある。
| |
|
図1 生砂の性質が同じのとき加速度の相異による生型硬度の違い1)
|
|
1)新東技報、№6、1974、P13
2)日本機械学会、機械工学便覧B-2、B2-21日本機械学会 |