| 溶接機 : | 交流アーク溶接機/定格出力 300A |
| 溶材 : | 被覆アーク溶接棒/径 4.0mm |
| 母材 : | 炭素鋼 SS400など、厚さ 9mm |
基本級(A-2F)取得までの実習例
〜被覆アーク溶接〜
被覆アーク溶接の基本準備
実習順序
| 1) | ビードオンプレート溶接: | ビードオンプレート溶接で溶融池の観察と運棒を習得する |
| 2) | すみ肉溶接: | 下向すみ肉溶接で疑似開先内の溶融池の形成を学ぶ |
| 3) | 基本級A-2Fの溶接: | 受験種目である突合せ溶接の基本を習得する (炭素鋼、中板下向き、裏板あり) |
1)ビード オン プレート溶接
準備するもの
| 母材 : | 材質は炭素鋼、板厚 9X幅 125X長さ 200 (mm)ぐらいのサイズの平板 |
| 溶接棒 : | D4301 又は D4316、棒径 4.0 (mm) |
実習手順
運棒の基本を平板上で下向き姿勢で練習
| 練習 | 溶接電流(A) | 運棒 | 運棒上の注意 | |
|---|---|---|---|---|
| 1 | ストリンガービード |
140〜170 |  |
|
| 2 | ウィービングビード
|
150〜170 | 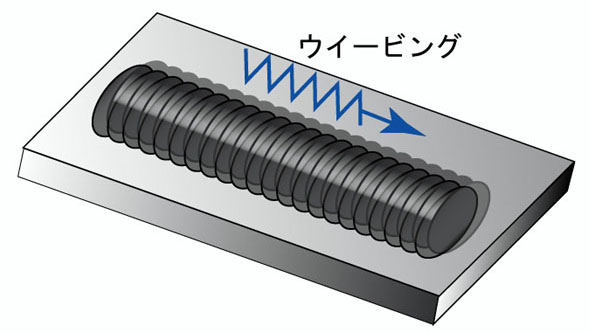 |
評価確認ポイント
| ビード形状が均一か | |
| 波形が整っているか | |
| 欠陥がないか |
2)すみ肉溶接
準備するもの
| 母材 : | 材質は炭素鋼 板厚 9x幅 80x長さ 150(mm)程度の平板を2枚 |
| 溶接棒 : | D4301 又は D4316、棒径 4.0 (mm) |
実習手順
T継手を用いて、斜めに立て、V開先を作る。そこに下向き姿勢で積層の練習を行う。
| パス数 | 溶接電流(A) | 運棒 | 運棒上の注意 |
|---|---|---|---|
| 1パス | 180 |  |
|
| 2パス | 170 | ||
| 3〜4パス | 160 |
評価確認ポイント
| ビード形状が均一か | |
| 波形が整っているか | |
| 欠陥がないか | |
| 積層は適正か |
3)基本級A-2F溶接
準備するもの
| 母材 : | 材質は炭素鋼。板厚 9x幅 125x長さ 150 (mm)の平板を2枚 | ||
| 裏当て金 : | 材質は炭素鋼。板厚 6x幅 25x長さ 160 (mm)の平板を1枚 | ||
| 開先: | 開先部の寸法とタック溶接 (仮付け)
|
||
| 溶接棒 : | D4301 又は(D4316)棒径 4.0 (mm) |


実習手順
| 層数 | 溶接電流(A) | 積層図 | 運棒上の注意 |
|---|---|---|---|
| 1 | 180 |  |
|
| 2 | 165 | ||
| 3 | 165 | ||
| 4 | 165 | ||
| 5*) | 160 |
*)特に運棒の難しい最終層の仕上げについての動画を以下に示す。下の動画では3層溶接となっており、上と溶接条件は異なるが、、熟練者の運棒テクニックを参照のこと。良好なビード外観を形成させるため、溶融池の形状に注目し、アーク長とウィービング幅とその棒先端を動かす速度を会得のこと。
視聴覚ライブラリーNo.1「被覆アーク溶接」
((社)日本溶接協会中部地区支部委員会編,産報出版(株))より37秒抜粋
評価確認ポイント
| 1-4層目の面は平らか?、高さは一定か?、波形は均一か? | |
| 4層目は板表面より約0.5mm低いか? | |
| 5層目では余盛と幅、波形は適切で、かつアンダーカット等の欠陥はないか? | |
| 積層は適正か |
試験結果