2. レーザ切断品質に影響するパラメータ
切断方法は被切断部を溶融させる熱切断と溶融させない非熱切断に大別される。熱切断は、何らかの熱源で切断材料を溶融して溶融箇所を除去する方法である。その例としてはガス切断、プラズマ切断、放電切断等があり、レーザ切断も熱切断に分類される。非熱切断は、逆に溶融させずに切断材料を削り取るまたはせん断する方法である。こちらの例としてはウォータジェット切断、鋸切断、せん断機等の機械切断がある。レーザ切断が属する熱切断の装置は、端的にいえば被切断部を溶融させるための加熱装置と溶融金属を吹き飛ばす気流噴射装置からなる。したがって加工の特徴から、切断品質を左右するおもなパラメータは次のようになる。
2.1 切断品質を左右する主要パラメータ
レーザ切断の品質に影響する加熱装置関連のパラメータとしては、レーザ出力、レーザの発振が連続かパルスか、集光レンズの焦点距離、材料表面に対する焦点の位置等であるが、被切断部を溶融させるのに必要かつ十分なエネルギーを投入しなければならないので、主要因はやはりレーザ出力である。しかし過大な出力での切断は切断面のあらさや品質に悪影響を及ぼすので設定には注意を要する。例えば、図2−1
はオーステナイト系ステンレス鋼の無酸化適正切断条件を板厚と入熱エネルギーの関係で例示したものである。被切断材の板厚に比例して入熱は増大するのは当然であるが、入熱エネルギーが適正条件±10%の範囲内であれば無酸化切断が可能と結論している。入熱不足の場合は切断困難ないし未切断となり、入熱過大の場合は溶融過多となり、表面の平滑度の低下や被切断部の裏面にドロス(溶融金属の付着物)の発生等を引き起こす。
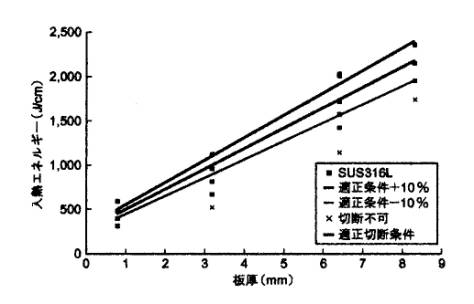
図2−1 ステンレス鋼(SUS5316L)の適正切断条件1)
次にレーザ切断の品質に影響するパラメータとしては、切断速度があげられる。図2−2に示すように、切断速度を替えることによって、材料に対する熱の入り方が大きく変化し、切断面あらさや切断品質に影響を及ぼす。また、切断速度の変更は加工完了までの時間に直接影響するため、数をこなす業種での使用や、レーザ出力のパラメータを存分に変更できない機種を使用している場合には、レーザ出力よりも重要なパラメータであるともいえる。
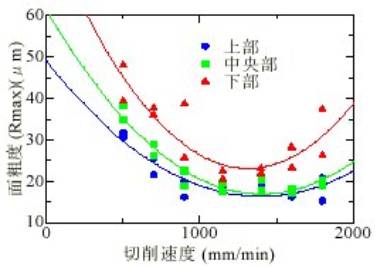
図2−2 レーザ出力が同一の条件における切断速度と切断面あらさとの関係2)
(SPCC(3.2mm厚)のCO2レーザ出力600Wでの切断面のあらさと切断速度)
レーザ切断の品質に影響する気流噴射関連のパラメータとしては、アシストガス(溶融金属を吹き飛ばすためのガス)の種類、ガスの圧力、流量、流速、ガス流の一様性、噴射ノズルの高さ(ノズル先端と被切断部間の距離)と角度等である。ガスの種類はO2ガスに代表される酸化性のガスを利用するかどうかであり、ガスを利用すれば切断面に酸化皮膜を生じ品質的には劣化する。流速、流量の不適正は表面の平滑度を劣化させ、未切断を生じさせたり、被切断部裏面側にドロスなどが発生する。ノズルの高さや角度の過大は噴射ガス流に空気を巻込み、一様性を乱すと共に、無酸化切断を意図している場合は空気酸化を誘発し、酸化皮膜の発生や切断面の平滑度劣化が起こる。
|

