深絞り加工に於いて、素板直径を大きくしていくとフランジ部の縮み変形が起こらずパンチ底部の材料が薄くなって成形深さを大きくできる変形が起こる(図1)。つまりフランジ部の縮みによる流入を期待せず、伸びだけで変形するもので、このように板厚を減少させながら表面積を増していく成形を張出しという。ここでフランジ部の外周縮みを伴った張出しを複合張出し成形と言い、フランジ部の縮みを伴わない状態での成形を純粋張出し成形という。張出し成形では最も変形の激しい個所でくびれが発生し破断する。したがって,成形限界は材料の伸び限界に左右される。この破断部の伸びの限界を示す指標としてφ値がある。これは破断伸びとも言われ、破断部の幅歪み.深絞り性に係わりがある。また張出し限界を評価する方法として球頭パンチによる純粋張出し試験、あるいはエリクセン試験(
JIS Z 2247 )などがある。
張出し加工としては次の種類がある。
(1) 全体張出し(図2(a)):広範囲にわたって板を張出す加工。大曲率半径面などの浅い張出しでは,材料の伸び限界より形状精度が成形限界を左右する。
(2) エンボス加工(図2(b)):材料の一部分を張出す加工。
(3) パルジ加工(図2(c)):管や容器のなかにゴムや液体を入れ、内圧をかけてふくらます加工法で、張出し限界を向上させるために軸圧縮力を負荷することが多い。
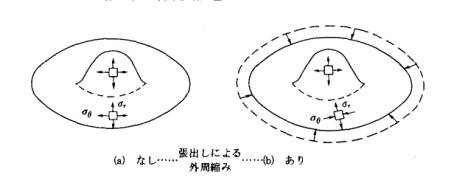
図1 純粋張出し試験法1)
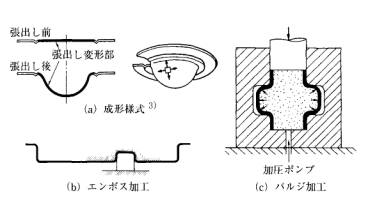
図2 張出し加工の例2)
1) 新プレス加工データブック編集委員会、新プレス加工データブック、p224、日刊工業新聞社、
2) 2) 中村和彦、桑原利彦 プレス絞り加工 (2002)、p73、日刊工業新聞社
3) 中川威雄、阿部邦雄、林豊、薄板のプレス加工、(1977)、p155、実教出版 |